Os componentes fundidos centrifugamente oferecem consistentemente propriedades mecânicas superiores, microestrutura mais densa e vida útil mais longa em comparação com peças produzidas por métodos de fundição estática. Umo usar força rotacional controlada para distribuir o metal fundido contra a parede do molde, o processo de fundição centrífuga elimina a porosidade, o encolhimento e os defeitos de inclusão que afetam as fundições convencionais em areia e por gravidade. De tubos de pressão e camisas de cilindro a anéis aeroespaciais e equipamentos de processos químicos, as peças fundidas centrifugamente são referência em termos de integridade estrutural em aplicações exigentes. Este guia explica exatamente como o processo funciona, onde ele se destaca e como determinar se é o método de fabricação correto para seus componentes.
O que significa "fundido centrifugamente"?
A fundido centrifugamente A peça é produzida despejando metal fundido em um molde de rotação rápida, onde a força centrífuga - e não a gravidade - impulsiona o metal para fora para formar uma forma densa e uniforme contra a parede do molde. O termo distingue esta classe de componentes daqueles produzidos por métodos de fundição estática, como fundição em areia, fundição de precisão ou fundição por gravidade, onde o metal preenche uma cavidade estacionária.
A velocidade de rotação do molde durante a fundição é controlada com precisão e normalmente gera uma força centrífuga de 75 a 150 vezes a força da gravidade (75–150 G) . Essa força extrema compacta o metal em solidificação, empurra impurezas mais leves – escória, óxidos, bolhas de gás – em direção ao furo interno, onde podem ser usinadas, e produz uma estrutura de grão mais fina e mais direcionalmente alinhada do que qualquer fundição estática pode alcançar.
O processo é mais comumente aplicado a geometrias cilíndricas ou tubulares – tubos, anéis, mangas, revestimentos e buchas – embora variantes moldadas do processo possam produzir formas assimétricas mais complexas.
Como funciona o processo de fundição centrífuga passo a passo
O processo de fundição centrífuga segue um fluxo de trabalho sequenciado com precisão no qual a preparação do molde, a taxa de vazamento, a velocidade de rotação e a taxa de resfriamento são cuidadosamente controladas para produzir peças livres de defeitos. Aqui está como funciona um ciclo de fundição centrífuga horizontal padrão:
- Passo 1 — Preparação do molde: Um molde permanente de aço ou grafite é limpo, pré-aquecido a 150–300°C e revestido com uma camada refratária para evitar a adesão do metal e controlar a taxa de extração de calor.
- Passo 2 — Rotação do molde: O molde é acelerado até a velocidade de rotação alvo, normalmente 300–3.000 RPM dependendo do diâmetro do molde e da densidade da liga, antes do início do vazamento.
- Passo 3 — Derramamento do metal: O metal fundido é introduzido através de um bico ou calha de vazamento a uma taxa de fluxo controlada enquanto o molde gira. O metal é imediatamente lançado contra a parede do molde pela força centrífuga.
- Passo 4 — Solidificação: O metal solidifica de fora para dentro, com a densa parede externa congelando primeiro contra o molde frio. As impurezas mais leves segregam-se para dentro em direção ao furo e solidificam-se por último.
- Passo 5 — Extração e inspeção: Uma vez solidificada, a peça fundida é extraída, deixada esfriar e submetida a inspeção dimensional, teste ultrassônico e exame de superfície antes da usinagem.
- Etapa 6 — Usinagem: O furo interno – que contém a camada de impureza segregada – é usinado, deixando apenas a estrutura metálica externa densa e limpa. Esta é uma vantagem fundamental de qualidade: os defeitos são sistematicamente removidos e não ocultados.
Três tipos de fundição centrífuga: verdadeira, semi e centrífuga
Nem todas as peças fundidas centrifugamente usam a mesma variante de processo – os três tipos principais diferem na orientação do molde, na capacidade geométrica e no grau em que a força centrífuga molda a peça final.
1. Fundição Centrífuga Verdadeira
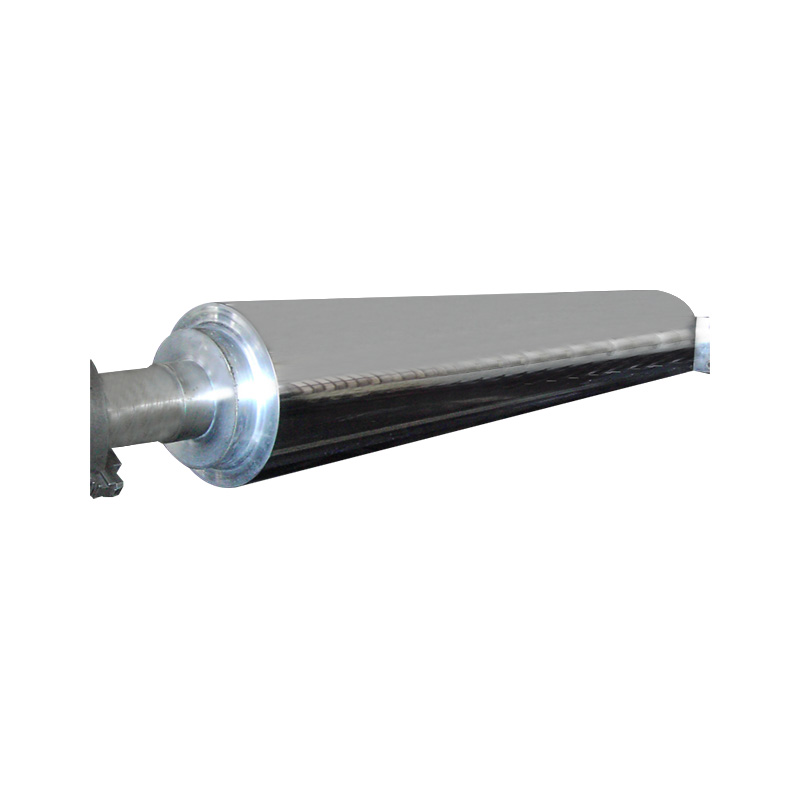
O eixo do molde está alinhado com o eixo da peça fundida. A superfície interna da peça é formada inteiramente por força centrífuga – nenhum núcleo é usado. Este é o processo utilizado para produzir canos, cilindros, anéis e tubos . O molde pode ser orientado horizontalmente (para cilindros longos) ou verticalmente (para anéis curtos com grandes diâmetros). Esta variante oferece densidade máxima e benefício microestrutural de todos os três métodos.
2. Fundição Semi-Centrífuga
O molde gira em torno de um eixo vertical, mas um núcleo central é usado para formar a geometria interna. A força centrífuga complementa – em vez de apenas determinar – a distribuição do metal. Este método é usado para peças brutas de engrenagens, rodas, polias e componentes flangeados onde um centro sólido é necessário. O processo oferece densidade melhorada em comparação com a fundição estática, mas menos do que a verdadeira fundição centrífuga.
3. Centrifugação (fundição sob pressão)
Múltiplas cavidades de molde são dispostas radialmente em torno de um canal central. Todo o conjunto gira, usando pressão centrífuga para forçar o metal em cada cavidade. Esta variante é usada para peças pequenas, complexas e não simétricas como componentes dentários, joias e pequenas peças de precisão, onde o melhor preenchimento e a redução da porosidade são os objetivos principais. O benefício centrífugo aqui é a integridade do preenchimento, em vez da melhoria da densidade.
| Tipo | Orientação do Molde | Núcleo necessário? | Peças Típicas | Benefício de densidade |
| Verdadeira Centrífuga | Horizontal ou Verticais | Não | Tubos, cilindros, anéis | Máximo |
| Semi-Centrífugo | Vertical | Sim (núcleo central) | Peças em branco para engrenagens, rodas, flanges | Alto |
| Centrifugação | Vertical (cavidades radiais) | Sim (moldes moldados) | Pequenas peças de precisão | Moderado |
Tabela 1: Comparação das três variantes do processo de fundição centrífuga por orientação, requisitos do núcleo, geometria da peça e benefício de densidade relativa.
Por que as peças fundidas centrifugamente são metalurgicamente superiores
As vantagens metalúrgicas dos componentes fundidos centrifugamente não são marginais – elas são mensuráveis, repetíveis e documentadas ao longo de décadas de dados de testes de materiais. Aqui está o que a física do processo oferece:
Porosidade quase zero
Em fundições estáticas, bolhas de gás e vazios de contração ficam presos dentro da massa em solidificação. Em peças fundidas centrifugamente, o campo de força centrífuga (75-150 G) é muito mais forte do que as forças de empuxo que manteriam as bolhas de gás no lugar, de modo que as bolhas migram para dentro do furo e são eliminadas através da usinagem. Testes independentes descobrem regularmente níveis de porosidade abaixo de 0,1% em componentes fundidos centrifugamente, em comparação com 2–5% de porosidade em fundições de areia equivalentes.
Solidificação direcional e estrutura de grão fino
O metal solidifica da parede externa para dentro em uma peça fundida centrifugamente. Esta solidificação direcional produz uma estrutura de grãos colunares alinhada radialmente – a direção mais forte para aplicações que contêm pressão. O resultado é um material que se comporta mais próximo do metal forjado (trabalhado) do que de uma peça fundida convencional em termos de propriedades de tração e fadiga.
Vantagens da propriedade mecânica
Em comparação com equivalentes fundidos em areia na mesma liga, os componentes fundidos centrifugamente normalmente apresentam:
- Resistência à tração 10–20% maior
- Resistência ao escoamento 15–25% maior
- 20–30% melhor alongamento (ductilidade)
- Resistência à fadiga significativamente melhorada sob carregamento cíclico
- Resistência superior à corrosão devido a uma microestrutura homogênea e livre de inclusões
Separação de Inclusão
Escória, óxidos e inclusões não metálicas são menos densas que a matriz metálica fundida. Sob força centrífuga, eles segregam para dentro da superfície do furo – a mesma região que é posteriormente usinada. Isto significa que a parede estrutural da peça acabada é essencialmente livre de inclusões , um resultado que nenhum método de conversão estática pode replicar de forma confiável.
Fundição centrífuga vs. fundição em areia vs. fundição de investimento: uma comparação direta
As peças fundidas centrifugamente lideram em propriedades mecânicas e solidez interna, enquanto a fundição em areia ganha em flexibilidade geométrica e a fundição de precisão se destaca em detalhes finos - a escolha certa depende dos requisitos funcionais da peça.
| Critério | Fundido Centrifugamente | Elenco de areia | Elenco de investimento |
| Porosidade Interna | <0,1% (excelente) | 2–5% (ruim) | 0,5–1% (bom) |
| Resistência à tração | Altoest | Mais baixo | Moderado–High |
| Complexidade Geométrica | Baixo–Médio (cilíndrico) | Muito alto | Muito alto |
| Acabamento de superfície (como fundido) | Moderado (OD smooth) | Áspero | Excelente |
| Rendimento de materiais | Alto (no risers/gates) | Baixo (desperdício do sistema de bloqueio) | Moderado |
| Custo de ferramentas | Moderado | Baixo | Alto |
| Melhor para | Peças de pressão, revestimentos, anéis | Formas grandes e complexas | Pequenas peças de precisão |
Tabela 2: Comparação direta de peças fundidas centrifugamente, fundidas em areia e microfundidas em termos de porosidade, resistência, geometria, acabamento superficial, rendimento, custo de ferramentas e adequação à aplicação.
Materiais comumente produzidos como componentes fundidos centrifugamente
A fundição centrífuga é compatível com praticamente todos os sistemas de liga fundível e é particularmente eficaz com materiais que se beneficiam de solidificação direcional e baixo teor de inclusão. Os materiais fundidos centrifugamente mais comumente incluem:
- Ferro fundido cinzento e dúctil: Usado para camisas de cilindro, tubos e componentes de máquinas. O ferro fundido centrifugamente exibe alinhamento de flocos de grafite que aumenta a resistência ao desgaste em aplicações de revestimento.
- Aços carbono e baixa liga: Usado para vasos de pressão, equipamentos de processos químicos e anéis estruturais. O aço fundido centrifugamente atinge propriedades mecânicas quase forjadas.
- Aços inoxidáveis (séries 300 e 400): Usado em aplicações químicas corrosivas, processamento de alimentos e farmacêuticas. A microestrutura livre de inclusão do aço inoxidável fundido centrifugamente aumenta a resistência à corrosão em fendas.
- Superligas à base de níquel: Usado para anéis aeroespaciais, componentes de turbinas a gás e equipamentos de processo de alta temperatura onde é necessária resistência à fluência acima de 700°C.
- Ligas de cobre (bronze, latão, metal para armas): Usado para buchas, rolamentos, luvas e componentes marítimos. As peças fundidas centrífugas de bronze apresentam excelentes características de suporte de carga e resistência à corrosão na água do mar.
- Ligas de alumínio: Usado para aplicações aeroespaciais leves, automotivas e de produtos de consumo, onde são necessários componentes tubulares de parede fina.
- Ligas de titânio: Usado em aplicações especializadas aeroespaciais e de implantes médicos. A fundição centrífuga de titânio requer processamento em vácuo ou em atmosfera inerte devido à extrema reatividade do metal em temperaturas de fundição.
Indústrias que dependem de componentes fundidos centrifugamente
As peças fundidas centrifugamente são essenciais em todos os setores onde os componentes cilíndricos devem sustentar pressão, temperatura ou tensão mecânica em níveis que as peças fundidas estáticas não conseguem suportar de forma confiável.
Petróleo e Gás e Petroquímica
Tubos, canos e conexões fundidos centrifugamente formam a espinha dorsal dos sistemas de fornos de refinaria, tubos de cracker catalítico e linhas de fluxo de alta pressão. Tubos radiantes e de convecção operando em 900–1.100°C em fornos de refinaria são quase universalmente fundidos centrifugamente em ligas resistentes ao calor, como aço inoxidável modificado HP ou HK-40 - materiais cujo desempenho em temperatura depende inteiramente da uniformidade microestrutural que somente a fundição centrífuga pode fornecer.
Geração de energia
Carcaças de turbinas a vapor, mangas de rotor e tubos de caldeiras em usinas termelétricas são rotineiramente fundidos por centrifugação a partir de ligas de cromo-molibdênio e aço inoxidável. A capacidade de produzir cilindros de parede espessa com espessura de parede consistente é crítica para componentes que operam em pressões de vapor superiores a 300 bar .
Aeroespacial e Defesa
Anéis estruturais aeroespaciais, pistas de rolamentos e coberturas de turbinas produzidos como componentes fundidos centrifugamente devem atender a critérios de aceitação de testes não destrutivos (NDT) extremamente rígidos. A porosidade quase zero dos anéis de superliga de níquel fundidos centrifugamente permite que eles passem inspeção por líquido penetrante fluorescente (FPI) e teste ultrassônico padrões que eliminariam a maioria das alternativas estaticamente moldadas.
Equipamentos Automotivos e Pesados
As camisas de cilindro do motor – as camisas de ferro resistentes ao desgaste que formam a superfície do furo nos motores a diesel e a gasolina – estão entre os componentes fundidos centrifugamente de maior volume em produção em todo o mundo. Milhões de camisas de cilindro são fundidas centrifugamente anualmente porque o processo produz uma microestrutura de grafite na superfície do furo que melhora a retenção de óleo e a resistência ao desgaste, 30–50% em comparação com alternativas fundidas estáticas ou usinadas.
Infraestrutura de Água e Águas Residuais
Adutoras de água, tubos de pressão e acessórios de ferro dúctil têm sido fundidos centrifugamente para infraestruturas de abastecimento de água municipal há mais de um século. O tubo de ferro dúctil fundido centrifugamente está em conformidade com padrões internacionais, como ISO 2531 e EN 545 , e a vida útil típica em aplicações enterradas excede 100 anos .
Marítimo e Offshore
As luvas do eixo da hélice, os revestimentos dos tubos de popa e os corpos das bombas de água do mar são fundidos centrifugamente em bronze-níquel-alumínio ou aço inoxidável duplex. A microestrutura homogênea elimina a corrosão de fase seletiva (deszincificação, desaluminificação) que afeta as alternativas fundidas estaticamente no serviço de água do mar.
Limitações da fundição centrífuga: quando escolher um processo diferente
Apesar das suas vantagens metalúrgicas, a fundição centrífuga não é a escolha certa para todos os componentes – restrições geométricas e fatores económicos significam que algumas peças são melhor servidas por processos alternativos.
- Geometrias não simétricas complexas: Componentes com flanges, alças de montagem, aletas finas ou passagens internas complexas não podem ser produzidos por fundição centrífuga verdadeira. Fundição em areia ou fundição de precisão são mais adequadas.
- Tamanhos de lote muito pequenos: A configuração do molde e a calibração do sistema rotacional envolvem custos fixos que tornam a fundição centrífuga economicamente abaixo do ideal para quantidades abaixo de aproximadamente 10–20 peças em alguns sistemas de liga.
- Ligas com diferenças extremas de densidade entre fases: Em algumas ligas multifásicas, a segregação centrífuga pode causar gradientes de composição através da espessura da parede – uma desvantagem e não uma vantagem. Isto deve ser gerenciado através da seleção de ligas e controle de processo.
- Componentes assimétricos muito grandes: Peças fundidas estruturais, como blocos de motores, corpos de válvulas ou carcaças de bombas, estão além do envelope geométrico da fundição centrífuga. Estes são melhor atendidos por areia não cozida ou fundição de precisão.
Padrões de controle de qualidade para componentes fundidos centrifugamente
As peças fundidas centrifugamente destinadas a aplicações críticas devem atender a um conjunto rigoroso de padrões de materiais, dimensionais e testes não destrutivos. Os principais padrões aplicáveis a componentes fundidos centrifugamente incluem:
| Padrão | Aplicação | Requisitos principais |
| ASTM A 48/A 278 | Fundições centrífugas de ferro cinzento | Resistência à tração, dureza, microestrutura |
| ASTM A532 | Ferro fundido resistente à abrasão | Dureza, composição, microestrutura |
| ISO 2531/EN 545 | Tubo de água em ferro dúctil | Teste de pressão hidrostática, espessura da parede, revestimento |
| ASTM A 999/A 530 | Tubo centrífugo de aço e tubo | Teste hidrostático, tolerâncias dimensionais, END |
| AMS 2175 | Classificação de peças fundidas aeroespaciais | Critérios de aceitação radiográficos, FPI e ultrassônicos |
Tabela 3: Principais padrões de qualidade e conformidade aplicáveis a componentes fundidos centrifugamente em todos os setores, incluindo infraestrutura hídrica, tubos de aço, ferro fundido e aeroespacial.
Perguntas frequentes sobre peças fundidas centrifugamente
P: Qual é a diferença entre fundição centrífuga e fundição centrífuga?
Os termos são frequentemente usados de forma intercambiável na indústria, mas tecnicamente "fundido centrifugamente" refere-se à verdadeira fundição centrífuga, onde o formato da peça é formado diretamente pela força centrífuga (como em tubos e cilindros), enquanto "fundido centrífuga" ou "centrifugado" refere-se à variante de fundição sob pressão, onde múltiplas cavidades de molde são dispostas em torno de um eixo central e a força centrífuga melhora o preenchimento e reduz a porosidade em peças de formato complexo.
P: Qual a espessura das paredes fundidas centrifugamente?
Não há limite superior prático para a espessura da parede para componentes fundidos centrifugamente – cilindros e anéis com paredes muito espessas são um ponto forte do processo. Espessuras de parede de 3 mm a mais de 200 mm foram produzidos com sucesso. O processo é especialmente vantajoso para vasos de pressão de parede espessa porque o padrão de solidificação de fora para dentro garante que a parede externa estruturalmente crítica solidifique primeiro sob pressão.
P: A fundição centrífuga pode produzir componentes bimetálicos?
Sim. Componentes bimetálicos fundidos centrifugamente - onde duas ligas diferentes são fundidas sequencialmente para formar uma parede composta - são uma aplicação comercial significativa do processo. Um exemplo comum é uma camada externa de ferro duro resistente ao desgaste fundida sobre uma camada interna de ferro dúctil resistente para aplicações como revestimentos de moinhos e revestimentos de rolos. Os dois metais ligam-se metalurgicamente na interface durante a solidificação.
P: Como a fundição centrífuga se compara ao forjamento de componentes de anéis e cilindros?
O forjamento produz as mais altas propriedades mecânicas possíveis através do refinamento do grão induzido pela deformação, mas requer matrizes caras, não pode ser usado para todas as ligas e é limitado na espessura e no diâmetro da parede. Anéis e cilindros fundidos centrifugamente alcançam 80–95% das propriedades mecânicas de peças forjadas equivalentes a custos de produção e ferramentas significativamente mais baixos, e podem ser produzidos em diâmetros e espessuras de parede onde o forjamento não é tecnicamente viável.
P: Que tolerância de espessura de parede pode ser alcançada em peças fundidas centrifugamente?
A tolerância da espessura da parede fundida para peças fundidas centrifugamente é normalmente ±3–5% da espessura nominal da parede , dependendo da liga, temperatura de vazamento e condição do molde. Após a usinagem, as tolerâncias de espessura da parede acabada de ±0,1–0,5 mm são alcançados rotineiramente, atendendo aos requisitos da maioria das tubulações de pressão e padrões mecânicos.
P: Qual é o diâmetro e comprimento máximos alcançáveis na fundição centrífuga?
As máquinas de fundição centrífuga horizontal produzem rotineiramente tubos e cilindros até 2,5 metros de diâmetro e 8–10 metros de comprimento . As máquinas verticais são usadas para anéis curtos de grande diâmetro e podem acomodar diâmetros superiores a 3 metros . O limite superior prático é determinado pela capacidade da máquina e pela capacidade de manuseio do molde, e não pela física do processo em si.
Conclusão: Quando especificar componentes fundidos centrifugamente
Especifique componentes fundidos centrifugamente sempre que seu projeto exigir uma geometria cilíndrica, a aplicação envolver pressão, temperatura, desgaste ou corrosão e a vida útil ou segurança for uma preocupação principal. O processo não é o método de fundição mais versátil – ele não pode se igualar à fundição em areia em termos de complexidade geométrica ou à fundição de precisão em termos de detalhes finos – mas para a classe específica de peças que produz, nenhum outro processo de fundição chega perto de combinar sua combinação de integridade estrutural, eficiência de material e consistência dimensional.
Os dados são inequívocos: porosidade abaixo de 0,1%, resistência à tração 10–20% acima dos equivalentes fundidos em areia, vida útil medida em décadas em vez de anos. Esteja você especificando um tubo de fornalha para uma refinaria, uma camisa de cilindro para um motor diesel ou um anel estrutural para uma montagem aeroespacial, a escolha de um fundido centrifugamente O componente é uma escolha para qualidade metalúrgica comprovadamente superior - e o histórico de mais de um século de uso industrial respalda essa afirmação completamente.